 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Escama
Escama
 Espumas
Espumas
 Folio
Folio
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Película metalizada
Película metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Hojas
Hojas
 Cristales individuales
Cristales individuales
 Blanco para sputtering
Blanco para sputtering
 Tubos
Tubos
 Lavadora
Lavadora
 Cables
Cables
 Conversores y calculadoras
Conversores y calculadoras
 Escriba para nosotros
Escriba para nosotros
¿Qué es la impresión 3D Binder Jetting?
¿Qué es la impresión 3D?
La impresión3D, también conocida como fabricación aditiva (AM), es un nuevo método no convencional para fabricar componentes o productos añadiendo materiales capa a capa. La impresión 3D ya no requiere sustracciones de material para crear moldes o formas netas. Puede crear libremente componentes complejos, específicos e irrealizables que no son posibles con la fabricación tradicional. Aunque la impresión 3D es una nueva tecnología muy diferente de la fabricación tradicional, desde 2014 se han publicado muchas investigaciones y artículos relacionados. [ 1] Ahora está entrando en muchas industrias diferentes para desafiar a las tecnologías tradicionales.
La impresión 3D se puede dividir en dos grupos: uno utiliza el método basado en la fusión como Powder Bed Fusion (PBF), Directed Energy Deposition (DED); el otro utiliza el método sin fusión como Binder Jetting (BJ). Este artículo se centra en la tecnología de inyección de ligantes.
¿Qué es Binder Jetting?
Binder Jetting (BJ) es una de las principales tecnologías de impresión 3D ampliamente utilizadas. Esparce el polvo en una capa sobre el lecho de polvo y utiliza un aglutinante, normalmente un líquido polimérico, para unir selectivamente el polvo en la forma de capa deseada. La geometría 3D se construye uniendo capa por capa en la caja de polvo. Retire el polvo no utilizado y obtendrá las piezas "verdes" impresas. Estas piezas "verdes" necesitan tratamientos posteriores como la sinterización y la impregnación para obtener las propiedades deseables para su uso.
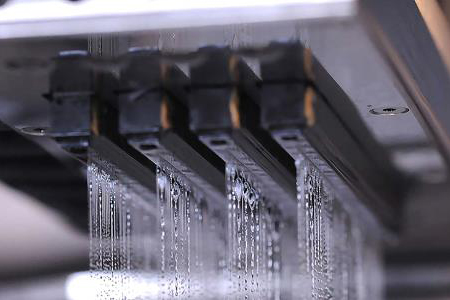
A medida que mejora la tecnología para sinterizar pequeñas características y puntales, la inyección de aglutinante se utiliza ampliamente en el almacenamiento de energía electroquímica, dispositivos electrónicos, tecnología alimentaria, pilas de combustible de óxido sólido [66], moldes para fundición en arena [67-76], circuitos y antenas de guía de ondas, construcción de hormigón, materiales renovables de base biológica, andamios cerámicos, biopolímeros, producción de arenisca y aplicaciones biomédicas y administración de fármacos. [ 2] La figura 1[1] muestra el cabezal de impresión de una impresora de inyección de ligante.
Procedimiento detallado de la inyección de ligante
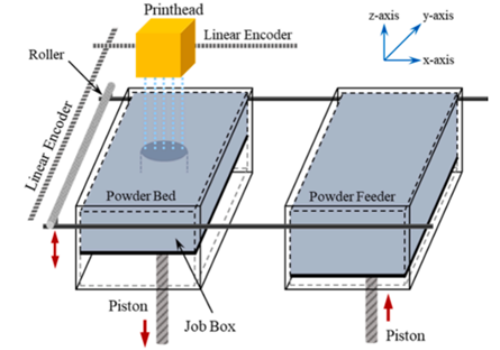
En todos los métodos de fabricación aditiva, un modelo CAD diseñado/escaneado es el elemento clave para crear datos de capa fina para la impresión. A continuación, la capa fina se esparce sobre el lecho de polvo, normalmente mediante un rodillo contrarrodante con polvo. Controlado por el ordenador, el cabezal de impresión esparce el aglutinante (polímero) sobre la capa de acuerdo con el modelo CAD. La saturación del aglutinante debe calcularse en función de la densidad del polvo y ser introducida por el operario. La figura 2 muestra la estructura de una máquina Binder Jetting para su referencia.
Una vez inyectado, el ligante se calienta mediante un calentador eléctrico para preparar el posterior extendido de la capa. Mantener una temperatura constante ayuda a conservar la calidad de cada capa. El curado o secado del aglutinante es muy importante para evitar el agrietamiento del lecho de polvo o que el polvo se pegue al rodillo. A continuación, el pistón desciende una distancia de una capa, normalmente de 50 a 200 µm, dando lugar a una nueva capa de polvo que el rodillo esparcirá por encima. Repita los pasos anteriores hasta obtener la pieza "verde".
Postprocesado de la inyección de aglutinante
Después de la impresión, a veces es necesario el postcurado para conseguir la resistencia suficiente para la pieza "verde". Lleve toda la caja de polvo a un horno a menos de 180 a 200℃ durante varias horas, dependiendo del volumen y el grado del aglutinante. A continuación, saque la parte "verde" del lecho de polvo, lo que se denomina desempolvado. Puede utilizar un cepillo o un sistema de aspiración para desempolvar el producto. Tenga cuidado durante este proceso, porque la parte "verde" sigue siendo menos densa y se mantiene unida por el aglutinante. Otra forma de secar o polimerizar es utilizando la luz, y la parte "verde" se puede retirar directamente de la máquina.
Elimine el aglutinante polimérico calentándolo a unos 600 ~ 700℃ después del secado. La sinterización o infiltración es el siguiente paso. La sinterización se utiliza a menudo para el polvo metálico por su baja temperatura de sinterización en comparación con el polvo cerámico. Los parámetros de sinterización son una consideración muy complicada. Para polvos de diferentes materiales y diferentes tamaños de partícula, la temperatura de sinterización, la atmósfera y el tiempo de mantenimiento son todos diferentes. La sinterización debe tomarse en función de la tolerancia del material y la dimensión del producto final. La infiltración suele tener características más precisas que la sinterización, que puede dar lugar a geometrías alabeadas. [4]
El último paso es el pulido de la pieza condensada para reducir la rugosidad de la superficie.
Ventajas y desventajas de la inyección de aglomerante
Ventajas:
- El chorro de ligante no funde el polvo ni hace que se adhiera. No hay que preocuparse por la oxidación del polvo. No se necesitan costosas cámaras selladas para conseguir un entorno inerte/de vacío.
- Todo el proceso se realiza a temperatura ambiente, por lo que el producto final no tiene tensiones residuales.
- Su velocidad de funcionamiento es superior a la de otros métodos de fabricación adicionales.
- Se pueden utilizar varios tipos de polvo en el chorro de aglomerante.
Desventajas:
- El procedimiento de postprocesado es relativamente complicado.
- La superficie del producto es más rugosa que las obtenidas por otros métodos de AM.
- Diferentes materiales necesitan diferentes parámetros de postprocesado.
Material en polvo utilizado en el Bind Jetting
Binder jetting utiliza polvo de 0,2 a 200 μm como materia prima. Se informa de que 20 μm es un punto de inflexión porque el polvo de más de 20 μm puede considerarse polvo grueso. En teoría, cuanto más fino sea el polvo, mayor será la resolución del producto producido por binder jetting. Sin embargo, el polvo fino es difícil de extender uniformemente capa por capa, es decir, su fluidez es baja. Por lo tanto, el diámetro más adecuado para la inyección de aglutinante sigue siendo discutible.
El polvo esférico, como el metal, la arena y la cerámica, se utiliza mucho en la inyección de aglutinante. El polvo esférico puede crear una microestructura homogénea entre el polvo, evitando macrovacíos a través de los cuales no pueden penetrar los aglutinantes. En otras palabras, el uso de polvo esférico puede producir componentes "verdes" más densos que el polvo irregular. La densidad está positivamente relacionada con la resistencia del componente.
Más información: Polvo de impresión 3D: ¿Qué es y cómo se utiliza?
Aplicaciones del Bind Jetting
El Binder Jetting tiene una gran variedad de usos en los sectores industrial, dental, medicinal, aeroespacial, fundición de piezas, lujo y otros. El Binder Jetting se utiliza principalmente en cerámica estructural y cerámica funcional, pero recientemente muestra un buen rendimiento en ingeniería biomédica, representada por polvo de hidroxiapatita o polvo de fosfato tricálcico. El polvo esférico de Al2O3, el polvo esférico de SiO2 y el polvo de Si3N4 representan los polvos estructurales y funcionales utilizados en el binder jetting.
Para más información, visite la página web de Stanford Advanced Materials.
Referencia:
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.2). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.6). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.7). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.9). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- ¿Qué es el chorro de ligante? ExOne. (sin fecha). Obtenido el 19 de diciembre de 2022, del sitio Web: https://www.exone.com/en-US/Resources/case-studies/what-is-binder-jetting.
 Chin Trento
Chin Trento



